Al Alloy 5083 Tanker Plate
Why 5083 Is Specified for Tanker Plate
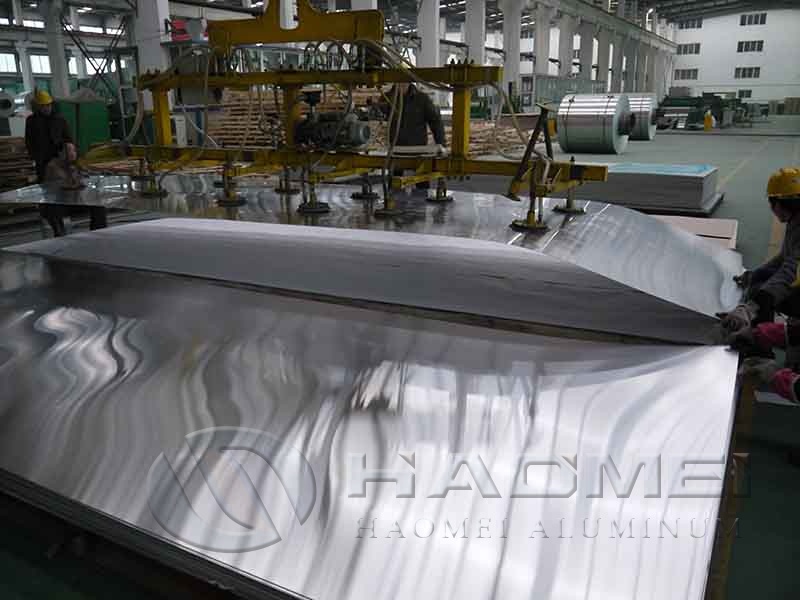
Al alloy 5083 tanker plate is widely used for fuel tankers, chemical tankers, cryogenic transport equipment, silo trucks, and pressure-related welded structures because it combines high strength, weldability, and strong resistance to chloride environments.
The main customer concern is not only plate strength. It is corrosion resistance after welding. A tanker body may pass initial forming and welding checks, yet fail early if the wrong temper, surface condition, or inspection plan is used.

For high-volume sourcing teams, 5083 offers a practical balance: lower density than steel, good fatigue behavior in transport service, and proven performance under standards such as ASTM B209, EN 485, and ASTM B928 when marine-grade corrosion testing is required.
Use Aluminium 5083 when the application requires welded strength, salt-water exposure resistance, and stable mechanical properties in non-heat-treatable aluminum-magnesium alloy plate.
Verified Technical Profile
5083 is an Al-Mg-Mn alloy. According to common ASTM and EN material specifications, its magnesium content is typically around 4.0% to 4.9%, with manganese commonly around 0.4% to 1.0%. This chemistry supports strength without heat treatment.
Typical published mechanical data for 5083-O plate often shows tensile strength around 270 MPa minimum and yield strength around 125 MPa minimum. H116 and H321 tempers are commonly selected where higher strength and corrosion performance are required. Final values must be verified against the mill test certificate, because thickness, temper, and standard affect the guaranteed range.
| Item | Practical Requirement for Tankers | What to Verify |
|---|---|---|
| Alloy | 5083 aluminum-magnesium alloy | Chemical composition on MTC |
| Temper | O, H111, H116, H321 depending on forming and service | Temper code and mechanical results |
| Thickness | Often selected by tank design, capacity, and regulation | Actual tolerance under ASTM B209 or EN 485 |
| Surface | Clean, flat, low defect level | Visual inspection and surface class |
| Weldability | Suitable for MIG and TIG welding | Filler alloy, procedure, weld test |
| Corrosion control | Strong resistance to marine and road-salt exposure | Intergranular or exfoliation test if specified |
ASTM B928 is often referenced when 5xxx aluminum plate is used in marine service because it addresses resistance to exfoliation and intergranular corrosion. For tanker work exposed to de-icing salts, coastal logistics routes, or chemical vapor, requesting corrosion test evidence is a practical risk-control step.
5083 vs 5454 vs 5754: Selection for Tanker Fabrication
5083 is not always the lowest-cost choice. However, it is often preferred when welded strength and harsh-service durability matter more than a small price difference per kilogram.
| Alloy | Strength Level | Corrosion Resistance | Forming Behavior | Common Tanker Use |
|---|---|---|---|---|
| 5083 | High among non-heat-treatable alloys | Excellent, including marine exposure | Good, but bend radius must be controlled | Fuel, chemical, cryogenic, road tanker structures |
| 5454 | Medium-high | Very good, especially elevated-temperature stability | Good | Hot liquid tanks, asphalt-related tank bodies |
| 5754 | Medium | Very good | Excellent | General vehicle panels and moderate-duty tanks |
| 5182 | Medium-high | Good | Excellent | Automotive and formed components |
If elevated-temperature service is involved, compare the design with Aluminum 5454, which is often considered for tank applications where thermal stability is a stronger concern than maximum welded strength.
For most road tanker bodies, 5083-H111 or 5083-O may be selected when deep forming is required before welding. 5083-H116 or H321 is common when better resistance to stress corrosion and exfoliation is specified, especially for marine or salt-rich environments.
Problem-Solving Checklist Before Ordering
Use this checklist to reduce rework, claims, and welding failures.
| Step | Action | Why It Matters |
|---|---|---|
| 1 | Define cargo: fuel, chemical, food-grade liquid, powder, or cryogenic medium | Cargo determines corrosion risk, cleaning chemistry, and design code |
| 2 | Confirm design code: EN 13094, ADR, ASME, DOT, or local transport rules | Tanker plate acceptance depends on the governing regulation |
| 3 | Select temper by fabrication route | O and H111 support forming; H116 and H321 improve corrosion-related performance |
| 4 | Specify plate flatness and thickness tolerance | Reduces fit-up gaps, distortion, and weld repair time |
| 5 | Match filler alloy | 5183 and 5356 are common choices, but final selection depends on service and procedure qualification |
| 6 | Require MTC and traceability | Confirms chemistry, mechanical properties, heat number, and standard compliance |
| 7 | Plan inspection before cutting | Avoids using scratched, dented, or nonconforming plate in high-value tank sections |
Do not approve tanker plate based only on alloy name. A purchase document should state alloy, temper, thickness, width, length, applicable standard, surface requirement, tolerance class, testing requirement, packing method, and documentation package.
Pricing, Compliance, and Inspection Points
Aluminum plate pricing is usually linked to the primary aluminum market plus processing costs. Public references such as LME aluminum prices and regional premiums can show market direction, while conversion charges depend on alloy, thickness, width, temper, quantity, certification, and delivery schedule.
5083 plate normally costs more than common 3003 or 5052 products because of alloying content, strength requirements, and tighter application demands. Plates requiring ASTM B928 testing, ultrasonic inspection, special flatness, or protective interleaving may carry an additional charge.
For regulated tanker production, documentation is as important as the plate itself. EN 10204 3.1 certificates are commonly requested in international trade. The certificate should match the heat number marked on the material, and the values should align with the ordered standard.
Inspection should start at receiving, not after forming.
| Inspection Item | Acceptance Focus | Recommended Method |
|---|---|---|
| Identification | Alloy, temper, heat number, dimensions | Compare markings with MTC and packing list |
| Surface | No severe scratches, corrosion stains, dents, or rolling defects | Visual inspection under adequate lighting |
| Dimensions | Thickness, width, length, diagonal tolerance | Caliper, micrometer, tape, flatness check |
| Mechanical data | Tensile, yield, elongation | Review certificate against ordered standard |
| Corrosion proof | Exfoliation or intergranular corrosion data if required | Confirm test reference and result |
| Welding readiness | Compatible filler and procedure | Review WPS, PQR, and welder qualification |
A common failure mode in tanker fabrication is using a temper that is too hard for the intended bend radius. This can lead to cracking at formed edges or excessive residual stress near weld seams. Before full production, run a bend trial using the actual plate thickness, grain direction, tooling radius, and planned welding sequence.
Another risk is assuming all 5083 plates are suitable for aggressive environments. For salt exposure, marine routes, or chemical transport, specify the corrosion-test requirement in the order. This makes acceptance measurable rather than subjective.
For welding, control heat input and distortion. 5083 is weldable, but the heat-affected zone can soften compared with strain-hardened base metal. Tank design teams should calculate joint efficiency based on the relevant code and verified welded properties, not only base-plate strength.
A reliable al alloy 5083 tanker plate order should include clear standards, corrosion expectations, verified certificates, and a receiving inspection plan before the material enters fabrication.
Original Source:https://www.aluminumtankerplate.com/a/al-alloy-5083-tanker-plate.html
Tags: al alloy 5083 tanker plate , 5083 aluminum plate , tanker aluminum plate ,
Prev:AA5059